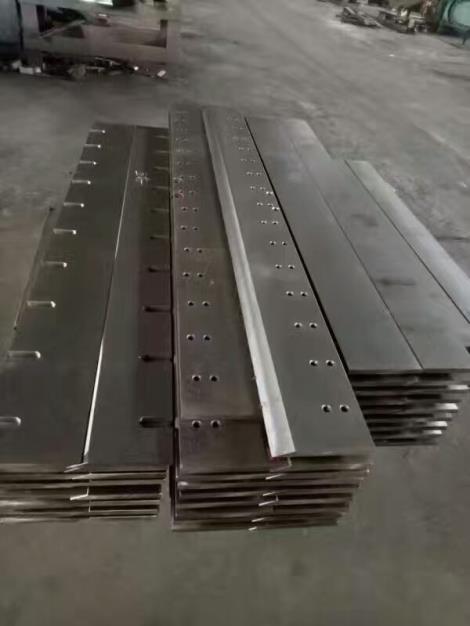
切粒机刀片特点:
切粒机刀片需要适合用户不同需求、切削不同对象的刀片材料化学成分的选择,需要适合的刀刃角度,既保持刀刃的锋利,又使刀刃具有一定强度而不在使用中崩刃。它需要进行良好的热处理过程以达到刀片的适合硬度和很小的内应力,在使用过程中不至于变形。
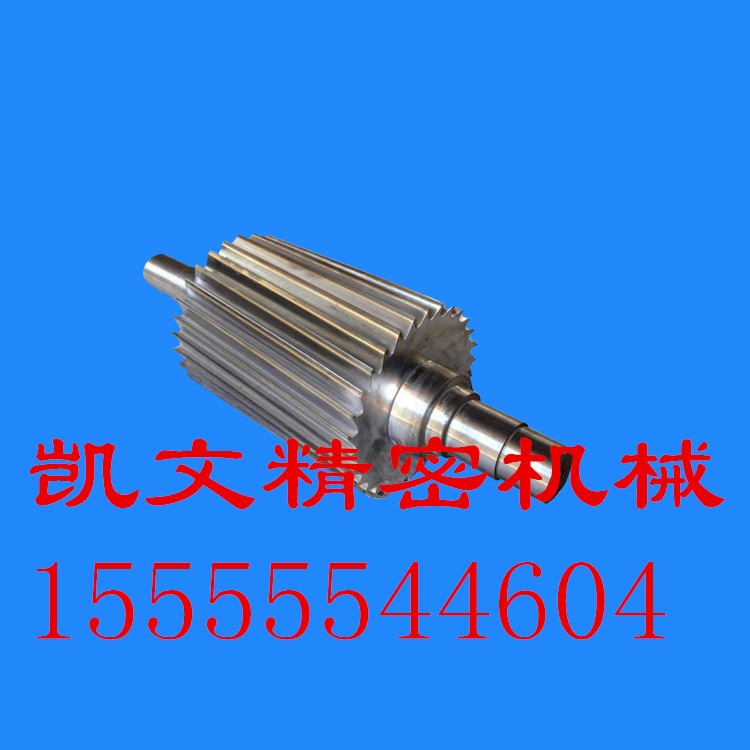
齿轮滚刀 常用的加工外啮合直齿和斜齿圆柱齿轮的刀具。加工时﹐滚刀相当于一个螺旋角很大的螺旋齿轮﹐其齿数即为滚刀的头数﹐工件相当于另一个螺旋齿轮﹐彼此按照一对螺旋齿轮作空间啮合﹐以固定的速比旋转﹐由依次切削的各相邻位置的刀齿齿形包络成齿轮的齿形。常用的滚刀大多是单头(见螺纹)的﹐在大量生产中﹐为了提高精度和光洁度也常采用多头滚刀。单头滚刀转一转﹐齿轮绕本身轴线转过一个齿﹔多头滚刀转一转﹐齿轮转过的齿数与滚刀头数相等。





硬质合金滚刀还可加工淬硬齿轮(硬度为 HRC50~62)。这种滚刀常采用单齿焊接结构﹐制有30°的负前角﹐切削时刮去齿面的一层留量。 把滚刀的精度等级分为 AA级﹑A级和 B级。一般国标滚刀采用AA级。部标跟企标采用A级。链轮滚刀要求精度不高,一般采用B级。为了加工特别精密的齿轮﹐有的 还有AAA级滚刀。
涡轮滚刀常用的蜗轮加工刀具。蜗轮滚刀基本蜗杆(见蜗杆传动)的类型和主要参数(模数﹑齿形角﹑分度圆直径﹑螺 滚刀旋升角和螺纹头数等)应当与工作蜗杆相同﹐因此蜗轮滚刀常是专用的。 当外径较大时﹐滚刀制成套装式﹔外径较小时将滚刀制成与心轴一体的带柄式结构(图3 蜗轮滚刀 )。
非渐开线展成滚刀工作原理与齿轮滚刀相同。花键滚刀可用于加工矩形齿﹑渐开线齿或三角形齿的花键轴﹐其加工精度和生产率较成形铣刀高。非渐开线展成滚刀还可加工圆弧齿轮﹑摆线齿轮和链轮等。
定装滚刀各齿齿形不同﹐只有 一个齿是精切齿。齿形和工件的齿槽相同﹐以成形铣削法切削工件的齿槽﹐因此定装滚刀必须相对工件的轴线安装在固定的位置上。滚刀上其馀的刀齿都是粗切齿。加工时的运动关系与齿轮滚刀相同。成形滚刀可避免用展成刀具加工时齿根部产生的过渡曲线。棘轮滚刀是常用的定装滚刀。
齿轮滚刀是依照螺旋齿轮副啮合原理,用展成法切削齿轮的刀具,齿轮滚刀相当于小齿轮,被切齿轮 滚刀齿轮滚刀是一个螺旋角β0很大而螺纹头数很少(1~3个齿),齿很长,并能绕滚刀分度圆柱很多圈的螺旋齿轮,这样就象螺旋升角γz很小的蜗杆了。为了形成刀刃,在蜗杆端面沿着轴线铣出几条容屑槽,以形成前面及前角;经铲齿和铲磨,形成后刀面及后角。